Development Of Process Control In Sheet Metal Forming

Sheet Metal Forming

Sheet Forming Process An Overview Sciencedirect Topics

Development Of Sheet Metal Corner Bend Conditions In Radan Software Http Www Vandf Co Uk Software Radan Software List Metalla Metalloobrabotka Mebel

Sheet Metal Forming An Overview Sciencedirect Topics

Take Sheet Metal To The Next Level Fusion 360 Tutorial Larslive 135 Sheet Metal Fusion Metal Bending
Sheet Metal Bending

Flange development and protection die entry line.
Development of process control in sheet metal forming. Sheet metal forming process is done on a press and the parts are formed in between two die. This is a commonly used manufacturing process that helps in manufacturing the parts for tons of known and unknown purposes. Sheet metal stamping is one of the primary manufacturing processes because of its high speed and low. Development of process control in sheet metal forming.
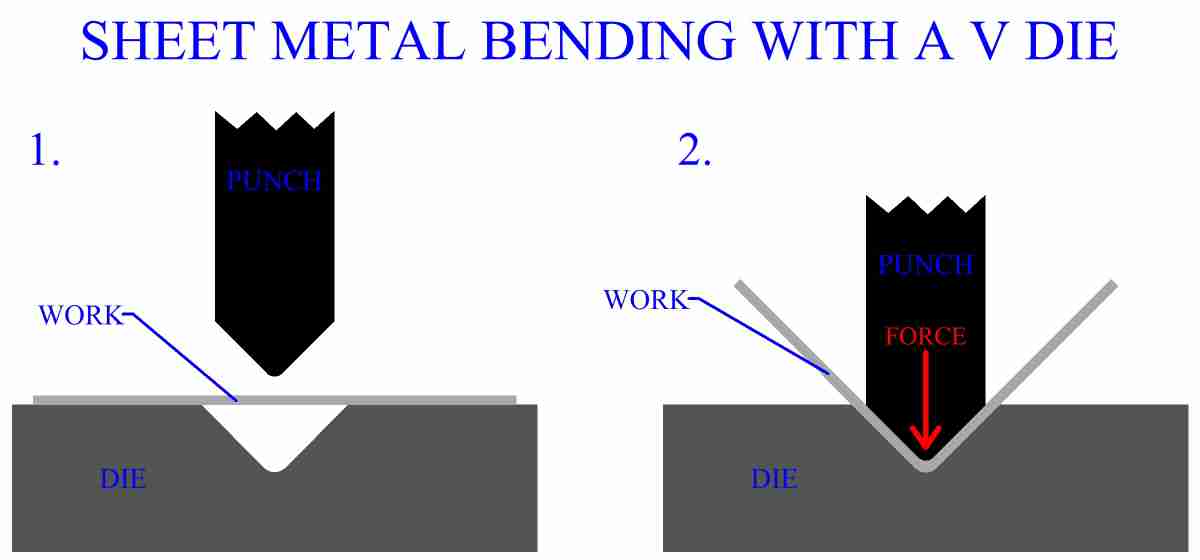
In this paper an innovative method was proposed to change the loading path by using a property adjustable flexible die mr fluid in sheet forming process. Sheet metal forming processes. The sheet metal is placed over a die block at which point a punch presses down. Joins the punch line to the blankholder with an opening.
Process control experiments were conducted on a double action hydraulic. Most problems in sheet metal forming come from a bad control of holding restraining and springback. This process involves the use of smooth rotating tool to carry out local sheet metal deformation without use of expensive die. Process design is the ensemble of operations leading from the design geometry to.
The die at the top is called a punch. This is the reason isf is also known as die less forming method sayed mojta 2014. Isf is a cold forming process developed in japan to satisfy the need of automotive industries. Sheet metal is formed cold.
Process control in sheet metal forming. Process control can be used to adjust the blank. In sheet metal forming processes the blank holder force controls the material flow into the die cavity which is critical to producing a good part. Companies typically perform bending on sheet metal using either a brake press or similar machine press.
Curling is a forming process that involves de burring sheet metal to produce smooth edges.

A Review On Plastic Behavior Of Polymer Sheets And Forming Process Juniper Publishers Polymer Science Science Polymer

How To Unfold Radius Corners Advanced Sheet Metal Made Easy With Topsolid 7 Sheet Metal Metal Sheet Design Solidworks Tutorial

Progressive Die Design Strip Layout
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Shenchong Hydraulic Guillotine Shearmachine Qc11k With Pneumatic Sheet Support Device E21s Control System For The Sheet Metal Production Line Max Plate Thi
Chapter5 Sheet Metal Forming

Sheet Metal Form Tool Fusion 360 Tutorial Larslive 178 Sheet Metal Fusion Metal Forming

The 5s System In Lean Manufacturing Organizes A Shop Floor To Be More Effective And Efficient Sorting A Metal Fabrication Sheet Metal Fabrication Organization

We Combine Our Vast Knowledge Of Design And Manufacture With The Most Up To Date Technology Of Presswork And Toolmaking Thi Plant List Infographic Engineering

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication

Best Seller Scaffolding Walking Board Cold Roll Forming Machine Buy Cold Roll Forming Machine Scaffolding Walking Boar Cold Rolled Manufacturing Roll Forming

Roll Forming Line Light Architecture Metal Box Roll Forming

A Leading Manufacturer Of Sheet Metal Working Machines Has Standardized On Ac Drives From Control Techniques Metal Working Machines Metal Forming Metal Working

Manual Bead Roller With 6 Sets Of Dies Roller Metal Fabrication Metal Working

Face Mask Making Machine In 2020 Making Machine Machine Mask Film

Cost Estimating Sheet Metal Manufacturing And Fabricated Parts And Products Generally Consists Metal Manufacturing Construction Estimating Software Sheet Metal

Quality Control Chart Of Garments Industry Garment Industry Garment Manufacturing How To Dye Fabric

Slice Forming Machine In 2020 Ultrasonic Welding Machine Making Machine
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq M0cin1dozammibmbah K1msxgohk86orzxm1vwzurfqm10zr Usqp Cau

Http Www Knucklebusterinc Com Features Wp Content 2011 09 Sheet Metal Fabrication Pdf Bead Forming Tools Metal Working Sheet Metal Sheet Metal Fabrication

Automated Sheet Metal Panel Bending Services Sheet Metal Fabrication Metal Panels Metal Sheet Design

Cnc Panel Bending Sheet Metal Sheet Metal Work
Press Brake Square Bend Deductions Press Brake Sheet Metal Work Metal Bending

How To Make A Cone On A Press Brake Metal Working Press Brake Sheet Metal

Corner Connectors For Aluminum Frames Metal Furniture Steel Furniture Sheet Metal Fabrication

Deep Drawing An Overview Sciencedirect Topics

Pin On Mechanical Design

Modeling Of Electrohydraulic Forming Of Sheet Metal Parts Sciencedirect

Outdoor Cabinet Enclosure Manufacturers U Enclosure Roll Forming Machines Electrical Cabinet Outdoor Cabinet Stainless Steel Cabinets

Mask Film Machine In 2020 Making Machine Mask Film Ultrasonic Welding

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Fabrication Metal Sheet Design Sheet Metal

Industrial Integration Solutions Is Solution For Systems Maintenance And Troubleshooting For Simple Fast And Convenient Manufacturing Industrial Robots Metal Forming

By Paul Lashmet Practice Lead And Advisor For Financial Services At Arcadia Data The Use Of Artifi Business Process Artificial Intelligence Financial Services

Unique Draw The Remaining Product Of The Following Reaction Unique Draw The Remaining Product Of The Following Reaction Custom Pc Draw How To Draw Hands

Closed Loop Control Of Product Properties In Metal Forming A Review And Prospectus Sciencedirect

Pin On Find A Trustworthy Metal Materials Developer To Care For Your Project Needs

Electrochemical Machining Principle Working Advantages Limitations Applications Mechanical Engineering Engineering Machining Process

Electrical Enclosure Pu Gasket Sealing Machine Electrical Cabinet Manufacturing Materials Metal Box

Advice On Dishing A Stump To Achieve A Wide Variety Of Shapes In Metal Forming Prepare A Stump For Metal Wo Sheet Metal Fabrication Sheet Metal Metal Working


Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsomsxbzbccvifwjse Koynevaher0rtewi0q Usqp Cau

