Defects In Sheet Metal Drawing
Metal Forming Defects

Template Layout For True Y Wye Branches And Main Lines Welding And Fabrication Metal Working Welding

Pin By Gauge Nyc On Craft No Really Sheet Metal Fabrication Sheet Metal Work Metal Fabrication
Https Uomustansiriyah Edu Iq Media Lectures 5 5 2016 04 18 11 57 10 Am Pdf

Dissecting Defects Part I

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

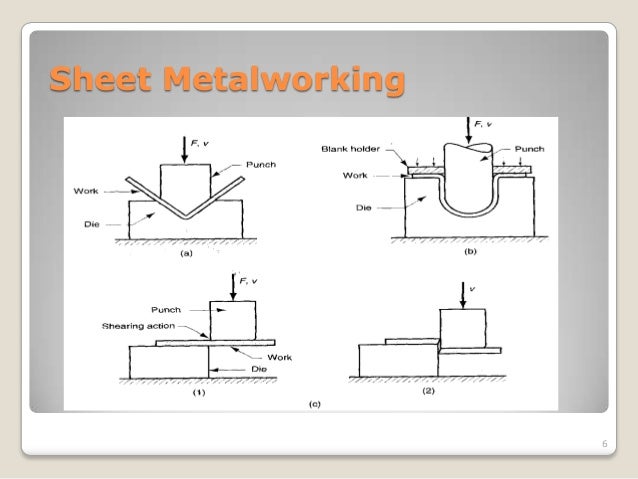
During this process the blank sheet will develop defects if the process parameters are not selected properly.
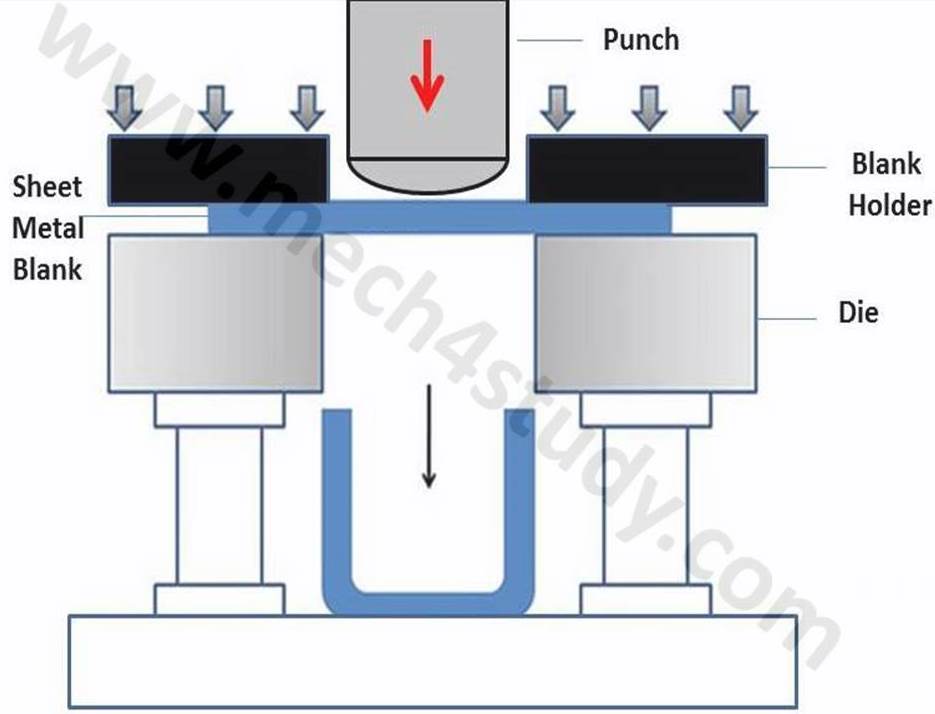
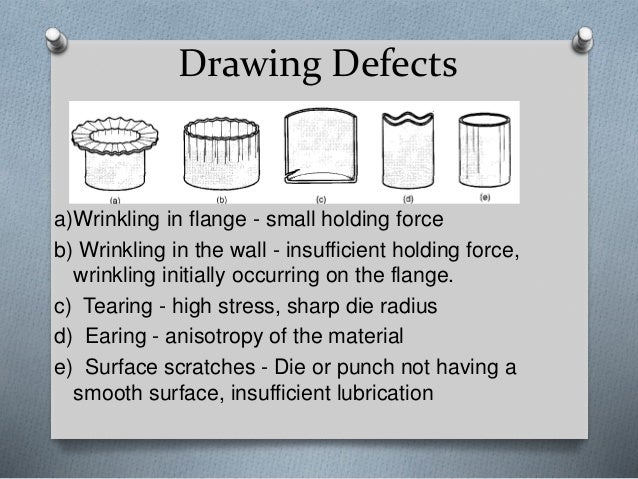
Defects in sheet metal drawing. One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part. This defect is caused by the anisotropy of the sheet metal. Excessive thinning thickening of the sheet during forming. Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors.
How to dimension a drawing. Predict part defects tearing wrinkling dimensional inaccuracy and propose. In making the layout for this cleat the following points must be kept in mind. Causes of these are mostly too high or improper force distribution and material considerations.
Accuracy in the use of the scale rule. One is the improper handling another one is the elasticity of sheet metal forming materials. The reason behind it is that welding positions are misaligned. Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors.
The sheet metal cleat the work of this problem will consist in laying out to full size the views and pattern for a galvanized sheet metal cleat. There are two reasons behind this defect. Incorrect blank shape and or size. Wrinkles splits and springback are the three most common defects encountered during sheet metal stamping.
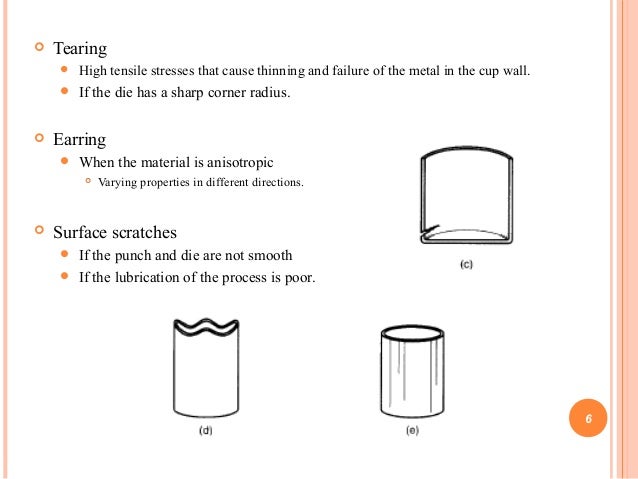
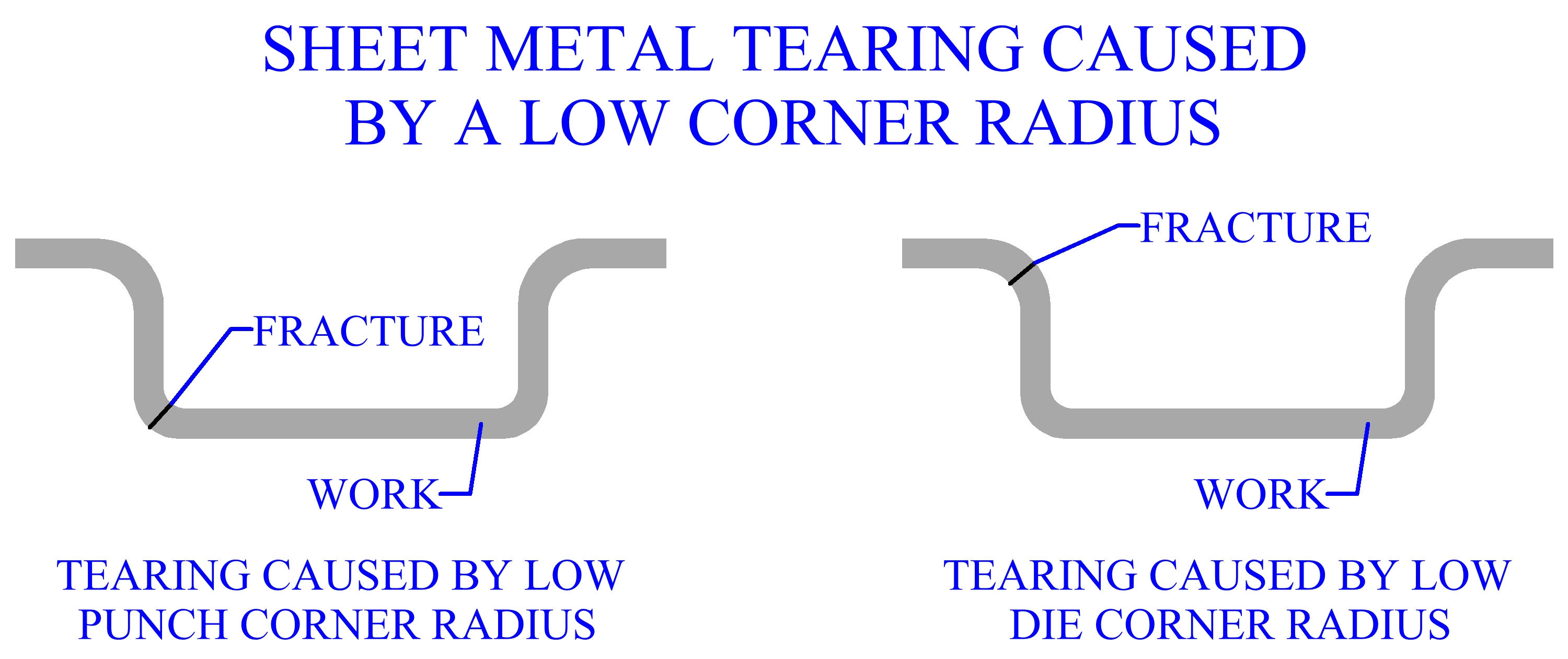
Tearing is one of the most common defects. Stamping auto body panels 3 to 5 dies each prototype dies 50 000. Failure of sheet metal parts during deep drawing processes usually takes place in the form of wrinkling or tearing. The main reasons for the cracking are over stretching or stress concentration.
Springback or final part deviation from nominal incorrect process or number of forming tools. Causes of these are mostly too high or improper force distribution and material considerations. As its name indicates the formation of ears at the free edges of a deep drawn cylindrical cup is known as earing defect fig. Excessive thinning in areas of the sheet metal is also an unwanted defect.
The proper relation of views in a drawing. Tearing is one of the most common defects. Excessive thinning in areas of the sheet metal is also an unwanted defect. The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles.

Different Types Of Welding Defects Types Of Welding Welding What Is Welding
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Big Round To Smal Square Sheet Metal Work Sheet Metal Fabrication Metal Fabrication

Bending Processes And Methods Trumpf Machine Tools Machine Tools Bend Trumpf

Drawing Guide Weld Symbols Welding Projects Welding Welding Gear
Forming Defects

Metal Forging In 2020 Forging Metal Conceptual Understanding

Sheet Metal Drawing Sheet Sheet Metal Sheet Metal Drawing Drawing Sheet

How To Minimize Weld Defects By The Improvement In Electrode Angles

Autodesk Inventor Sheet Metal Drawing Tutorial Basics Youtube Sheet Metal Drawing Drawing Tutorial Autodesk Inventor

Defects Welding Table Types Of Welding Welding

Solidworks Tutorial Sheet Metal 2012 What Does Bend Allowance Mean Youtube Solidworks Tutorial Solidworks Tutorial
Deep Drawing Of Sheet Metal

Building Structural Diagnosis Repairs Structural Defects Inspection Diagnosis Repair Contemporary House Design Architectural Section Home Structure

How To Read A Manufacturing Drawing Vista Industrial Products Inc

Pin On Ethan Keesing

Production Drawings Sheet Metal Fabrication Materials Engineering Design Management

Solidworks Sheet Metal Tutorial Switch Box Youtube Sheet Metal Drawing Solidworks Tutorial Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctrm1fpshjjajynynrinbnnrsqwou1qzifymxyvlccqidhuibq1 Usqp Cau

Permanent Mold Casting Processes Green Mechanic Http Pakwindturbine Blogspot Com 2014 04 Permanent Mold Casting Proc Mold Casting Metal Workshop Mold Spray

Pin By Weber Grill Collectors On History Webber Bbq Sheet Metal Shop Popular Mechanics

Pin By Frame A Patent On Food Patent Prints Patent Prints Print Poster Prints

Dynamic Crowning Systems System Floor Plans Index

Die Casting Process Me Mechanical Engineering
Autodesk Inventor Sheet Metal In 2020 Autodesk Inventor Sheet Metal Autodesk

Following Dfm Guidelines For Working With Sheet Metal Machine Design
What Is Deep Drawing Process Mech4study

Pin On Planos

The Installer S Formwork Drawing Of A Two Way Slab Civil Engineering Design Structural Engineering Civil Engineering


Metal Forming Process Hierarchy Of Rolling Operations In Modern Manufacturing Industry Metal Forming Metal Steel Rolling Mill
Sheet Metal Forming And Operations

Welding Symbols And Definitions Welding Projects Welding Metal Welding

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Kingston Silver Sage Oil Rubbed Bronze Widespread Bathroom Faucet Ks3965zl With Images Widespread Bathroom Faucet Faucet Kingston Brass

12 Solutions For Sheet Metal Bending Problems Machinemfg

Tutorials On Injection Mould Designing Grabcad Injection Mold Design Mould Design Injection Moulding

Pin By Richard Roberts Jr On Construction Orthographic Drawing Geometric Symbols Engineering Symbols

Pin On Hydraulic Tube Fittings Manufacturer

Drawing Process An Overview Sciencedirect Topics

Kingston Oil Rubbed Bronze Templeton 8 Kitchen Faucet Kb7115tlls Products Kingston Brass Faucet Brass

Pin On World Of Metallurgy

